
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段
工作前认真检查电网电压、油泵、润滑、油量是否正常,检查压力、冷却、油管、刀具、工装夹具是否完好,并作好机床的定期保养工作。机床通电启动后,先进行机械回零操作,然后试运转5分钟,确认机械、刀具、夹具、工件、数控参数等正确无误后,方能开始正常工作。吉林比较好的龙门移动式重型数控钻床价格认真查验程序编制、参数设置、动作排序、刀具干涉、工件装夹、开关保护等环节是否完全无误,以免循环加工时造成事故、损坏刀具及相关部件。严格按操作流程进行试切对刀,调试完成后要做好程序保护工作。自动循环加工时,应关好防护拉门,在主轴旋转同时需要进行手动操作时,一定要使自己的身体和衣物远离旋转及运动部件,以免将衣物卷入造成事故。主轴或刀塔刀库装刀操作一定要在机械运动停止状态下进行,并注意和协作人员间的配合,以免出现事故。在手动换刀或自动换刀时,要注意刀塔、刀库、机械手臂转动及刀具等的安装位置,身体和头部要远离刀具回转部位,以免碰伤。对加工中心机床,还应注意检查刀库刀套号与刀具号间的对应关系,以防止刀库刀号混乱造成换刀干涉或加工撞刀事故。工件装夹时要夹牢,以免工件飞出造成事故,完成装夹后,要注意将卡盘扳手及其它调整工具取出拿开,以免主轴旋转后甩出造成事故。吉林比较好的龙门移动式重型数控钻床价格机床操作者应能够处理一般性报警故障,若出现严重故障、应迅速断电、并保护现场,及时上报,并做好记录工作完毕后,应将机床导轨、工作台擦干净,并认真填写工作日志。
安全标识与警示标识有何不同 区别是:警示标识属于安全标识的一个类型,安全标识涵盖范围广,起到警示,禁止,告知的等信息。 安全标识牌是以红色、黄色、蓝色、绿色为主要颜色,辅以边框、图形符号或文字构成的标志,用于表达与安全有关的信息。 警示牌,外观一般呈三角形状态,所以又称为三角警示牌,由塑料反光材料做成的。吉林比较好的龙门移动式重型数控钻床价格 下面再来说说安全警示标识牌的设置场所有哪些? 企业应在易燃、易爆、有毒有害等危险场所的醒目位置设置符GB2894规定的安全标志。吉林比较好的龙门移动式重型数控钻床价格 企业应在重大危险源现场设置明显的安全警示标志。 企业应按有关规定在厂内道路设置限速、限高、禁行等标志。 企业应在检维修、施工、吊装等作业现场设置警戒区域。
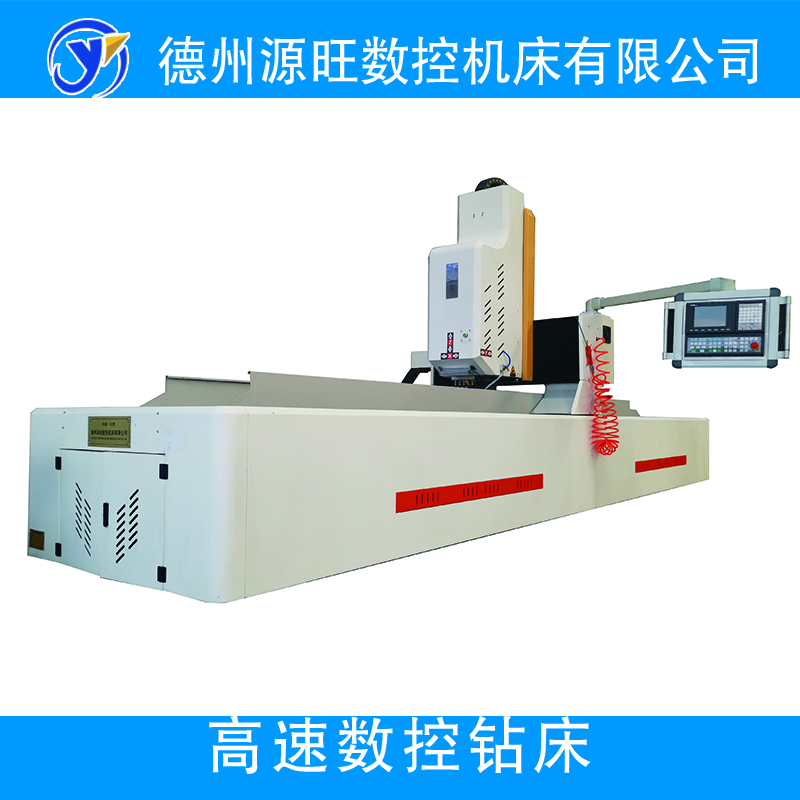
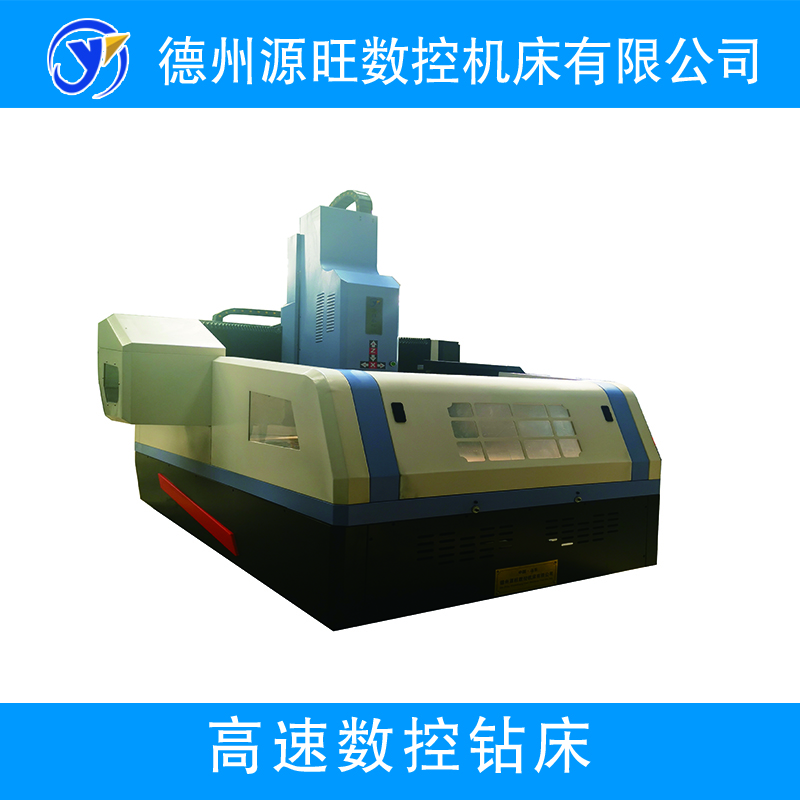
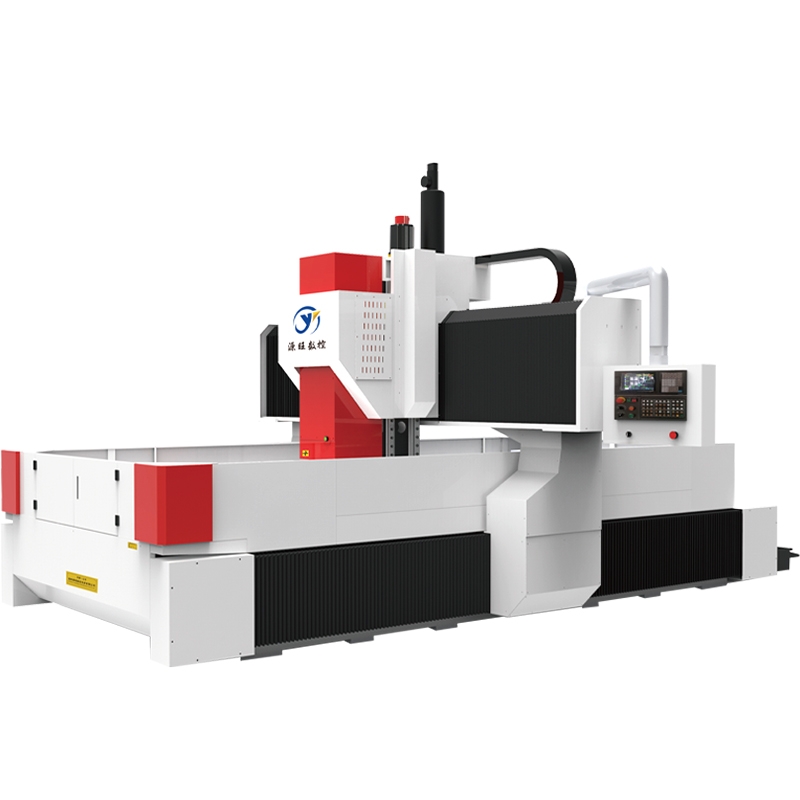
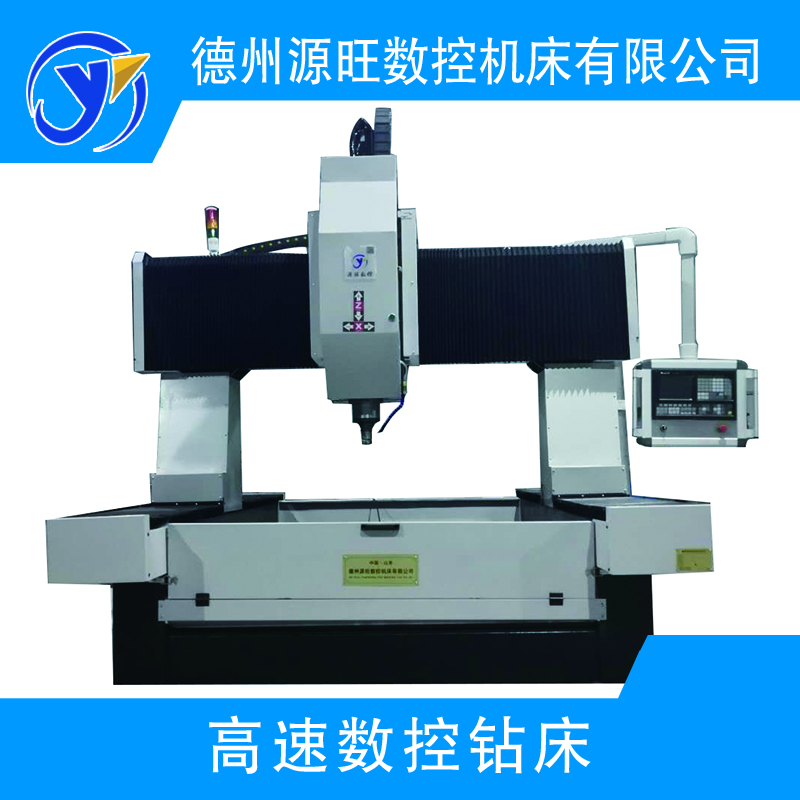
龙门式数控钻床属龙门移动式钻床,此结构减小了床身长度,节省了占地面积。吉林比较好的龙门移动式重型数控钻床价格床身采用钢板焊接结构,经人工时效处理,精度稳定。吉林比较好的龙门移动式重型数控钻床价格加固型的龙门使机床的刚度大大提高,可以保证大的切削用量。主要有床身及纵向滑台、龙门及横向滑台、垂直滑枕式钻削动力头、排屑器、液压系统、冷却系统、集中润滑系统、电气系统、气动系统等组成。
削减数控钻床中的加工差错是钻床行业的重要。 针对实际生产中数控钻床加工精度低的问题,本文选用纠错,防误法等办法和对策,能够进步数控钻床的加工精度。吉林比较好的龙门移动式重型数控钻床价格那么削减数控钻床的差错以进步精度的办法有什么? 差错补偿办法是一种使用数控钻床体系的补偿功能来补偿存在于钻床坐标轴上的差错并进步数控钻床精度的办法。进步数控钻床的精度是一种经济有效的办法。精算零件能够使用CNC钻孔机通过纠错技能进行加工,纠错能够通过硬件或软件来实现。1.这种编程办法能够在不改动机械零件的情况下实现CNC钻床的校对进程,低速单向定位将抵达校对的起点。在校对进程中,能够康复校对进给以校对空隙值以满足零件公役要求。吉林比较好的龙门移动式重型数控钻床价格其他类型的CNC冲床能够在已装备的CNC设备的存储器中具有多个地址,因此能够用作专用存储单元存储每个轴的后部空隙。当命令数控钻床的轴改动运动方向时,数控钻床的数控装置能够随时读取轴的反向游隙并修改/校对坐标运动指令值。消除或削减轴的反向游隙。为了对机床产生影响,请将挖掘机放置在需求的当地。

大型数控钻床使用前的装置调试是非常重要的,在一定程度上决议了后期数控钻床的使用性能及加工精度。吉林比较好的龙门移动式重型数控钻床价格液压传动由于其传动平稳,便于实现频频平稳的换向以及能够获得较大的力和力矩,在较大范围内能够实现无级变速,在数控机床的主轴内刀具自动夹紧与松开、主轴变速、换刀机械手、工作台交流、工作台分度等机构中得到了广泛应用。1、在液压元件装置前,需对悉数元件进行清洗。吉林比较好的龙门移动式重型数控钻床价格2、在液压元件装置全过程中要特别注意洁净,避免异物进入液压体系,造成液压体系故障。3、油泵进出油口管路切勿接错,泵、缸、阀等元件的密封件要正确装置。4、液压体系管路衔接完毕后,要做好各管路的就位固定,管路中不允许有死弯。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


