
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段

山西比较好的数控龙门钻床生产厂家夹具设计操作:1、先将带齿轮的滑柱和手柄装在底座上,然后将支撑钉也装嵌在底座上。同时把钻模板和底座用螺钉和圆柱销联接,随后在钻模板上装嵌支撑钉,摇动手柄把工件放在底座的支撑钉上。2、把钻套和钻套用衬套配合后,与工件上的孔对准后,用螺钉装夹在钻模板上。3、将数控龙门钻床工件再放置于夹具体上,用定位衬套定位,由螺旋夹紧期间夹紧工件。4、对工件进行钻孔操作,结束后,松开所有螺旋夹紧器,摇动手柄使定位钻套松开恭敬,之后取出工件即可。以上是数控龙门钻床厂家对山西比较好的数控龙门钻床的介绍!
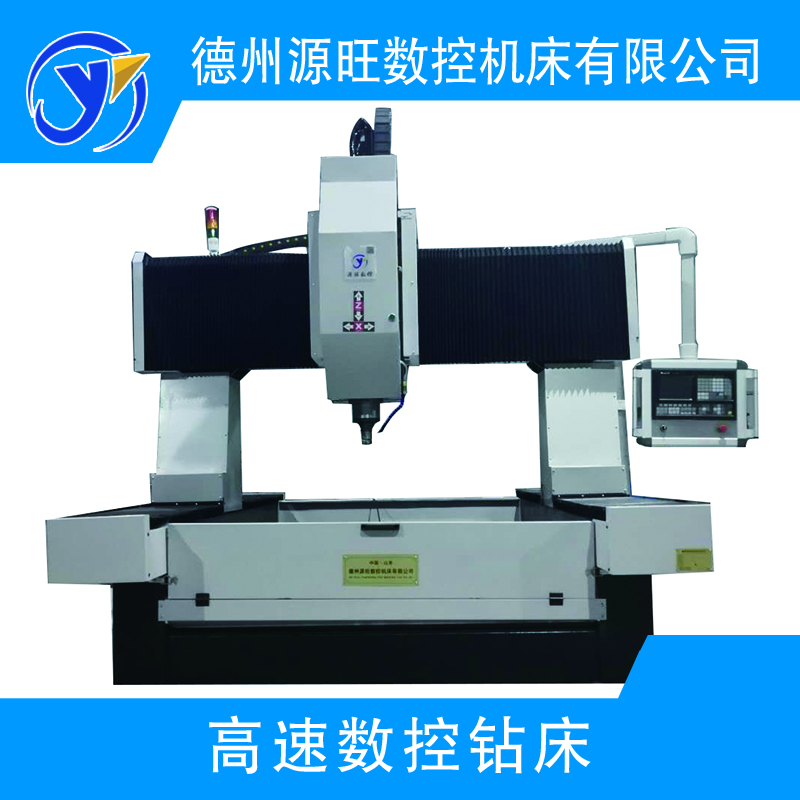
数控钻床是具有广泛用途的通用性机床,可对零件进行钻孔、扩孔、铰孔、锪平面和攻螺纹等加工。在摇臂钻床上配有工艺配备时,还可以进行镗孔;在台钻上配上工作台,还可铣键槽。轿车,摩托车及其零部件职业是大批量生产职业的代表。山西比较好的数控龙门钻床生产厂家需要成套;高强,高精度,高可靠性的数控加工机床,生产方式正从刚性自动化方向改变。比如轿车壳体类零件的加工,正人组合机床自动线逐步向高速加工中间组成的柔性生产线方向改变。山西比较好的数控龙门钻床生产厂家而轴类和盘类零件加工则以数控车床。数控磨床为根本设备。

数控平面钻床操作流程1、将工件搬至工作台上,可以随意定基准点,只要保证在图形中各实物中上相符就行。对于有些工件,还要进行对线。2、加工法兰时将顶尖装在Y轴上,山西比较好的数控龙门钻床生产厂家数控选择开关拨到手轮位置,将手轮选择开关拨到X/Y轴,找到三个基准点位置,在808D系统界面上可以求出法兰圆心的机床坐标,将Z轴慢慢接近于工件上表面,然后另存为*.DXF文件。3、打开上位机软件,在主菜单中点击“CAD编程”,根据提示找到相应的要加工工件图形的DXF文件,点击“确定”,然后点击“显示图形”。4、检查一切正常后,按数控面板上绿色起动键,山西比较好的数控龙门钻床生产厂家机床先进行X轴定位,然后Y、V定位,定位完毕,主轴钻削开始,钻完孔后,再进行下一组孔的定位。

山西比较好的数控龙门钻床在操作要注意什么:1、在启动机器之前,我们需要先进行一定的检查工作,主要查看电压、油泵、油量等是否处于正常状态,确定刀具、油管等配件已经放置得当,没问题后再进行启动;2、启动之后不要急于操作,应该试行运转几分钟,目的是看看各类零部件是否能正常运转;3、操作时需要严格根据相关步骤操作试切对刀,完成机器调试后应该完善程序保障工作;4、如果机器已经进入自行循环状态,此时我们需要做的是紧闭拉门;另外手动进行主轴旋转操作时,应该令身体的衣物远离相关部件,避免发生意外;5、进行主轴等操作时需要在停机状态下进行,还需要跟同事进行配合操作;而在进行换刀时,我们需要注意机械臂、刀库等安装位置,身体务必要远离刀具,避免受伤;6、在操作时,要保证工件装夹时夹紧,这样就能保证不会有零件蹦出;7、完成操作后,我们别忘了对机器进行检查和擦拭,确保下次能正常使用。

1.钻头应装在特制的包装盒里,避免振动相互碰撞2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。山西比较好的数控龙门钻床生产厂家3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。山西比较好的数控龙门钻床生产厂家6.要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。10、.基板叠层包括上、下垫板要在钻床的工作台上的一孔一槽式定位系统中定位牢、放平。使用胶粘带需防止钻头钻在胶带上使钻头粘附切屑,造成排屑困难和断钻。11.订购厂商的钻头,入厂检验时要抽检其4%是否符合规定。并100%的用10~15倍的显微镜检查其缺口、擦伤和裂纹。12.钻头适时重磨,可增加钻头的使用和重磨次数,延长钻头寿命,降低生产成本和费用。通常用工具显微镜测量,在两条主切削刃全长内,磨损深度应小于0.2mm。重磨时要磨去0.25mm。普通的定柄钻头可重磨3次,铲形头(undercut)的钻头可重磨2次。翻磨过多其钻孔质量及精度都会下降,会造成线路板成品的报废。过度的翻磨效果适得其反。13.当由于磨损且其磨损直径与原来相比较减小2%时,则钻头报废。山西比较好的数控龙门钻床生产厂家14.钻头参数的设置在一般情况下,厂商都提供一份该厂生产钻头的钻孔的转速和下速的参数表,该参数仅仅是参考,实际还要工艺人员经过实际使用得出一个符合实际情况的钻头的转速和下速参数,通常实际参数与参考的参数有区别但是相差不会太多。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


