
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段

数控钻床首要用于钻孔、扩孔、铰孔、攻丝等加工。它是数字控制的以钻削为主的孔加工机床,因为加工中心的开展,绝大多数数控钻床已被加工中心替代。黑龙江比较好的轻型数控钻床厂家那么在操作数控钻床时我们应该留意哪些方面呢!1、工作前认真查看电网电压、油泵、润滑、油量是否正常,查看压力、冷却、油管、刀具、工装夹具是否完好,并作好机床的定期保养工作。黑龙江比较好的轻型数控钻床厂家2、机床通电发动后,先进行机械回零操作,然后试运转5分钟,确认机械、刀具、夹具、工件、数控参数等正确无误后,方能开端正常工作。

数控钻床在进行运用的过程中主要是应用于圆形法兰盘、锅炉及热交换器管板上高速钻孔加工。机床可完成自动化、高精度、多种类、中小批量生产。黑龙江比较好的轻型数控钻床厂家数控钻床的主要特点1、床身、龙门等大型铸铁件,经过充沛热时效处理,高温550℃退火且保温不小于4小时,可有用消除内应力,因此动、静态刚性俱佳,变形量很细小。2、钻削主轴选用7kW强过载专用主轴变频电机驱动,低速扭矩大,可接受重切削负载,钻削强劲有力,钻削稳定性好。黑龙江比较好的轻型数控钻床厂家3、装备相应伺服电机及伺服驱动器,兼容性好,功能强大且简单操作。4、关键传动部件如直线滚柱导轨、精算滚珠丝杠副等装置精度高。比方直线导轨有装置基准面,紧固后用0.04mmm塞尺检查,不得刺进;直线导轨之间的平行度允差0.05/1000,滚珠丝杠与直线导轨的平行度允差0.03/1000等。
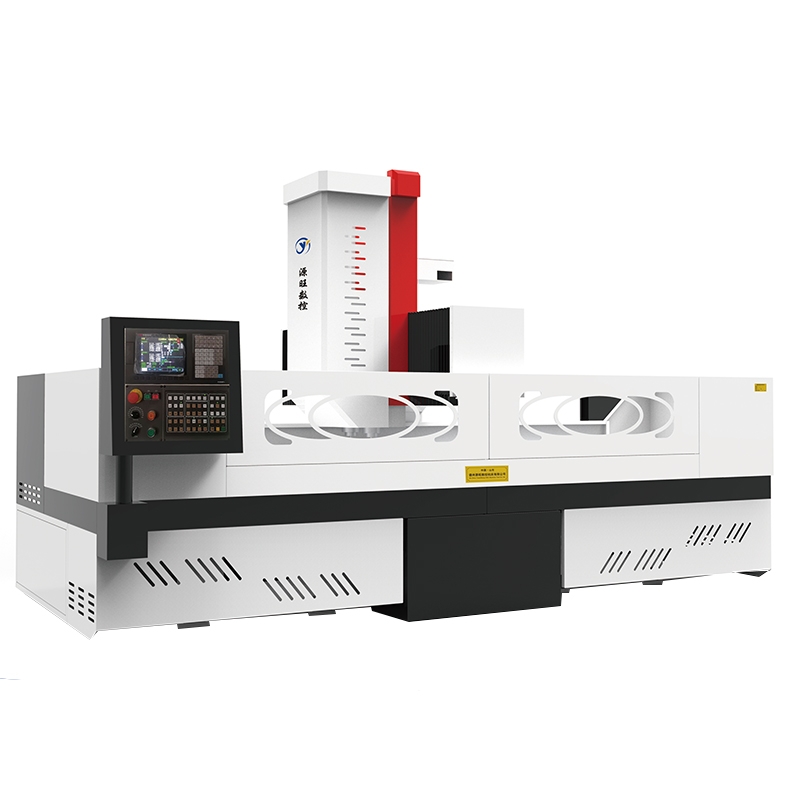
数控钻床首要是由床身、数控滑台、自控行程钻削动力头、夹紧组织、检测设备、冷却系统、铁屑箱、安全网以及小车送料组织等几个首要部分组成。程序编制及程序载体数控程序是数控机床主动加工零件的作业指令。在对加工零件进行工艺剖析的基础上。黑龙江比较好的轻型数控钻床厂家确定零件坐标系在机床坐标系上的相对位置,即零件在机床上的设备位置;刀具与零件相对运动的尺寸参数;零件加工的工艺路线、切削加工的工艺参数以及辅助设备的动作等。黑龙江比较好的轻型数控钻床厂家得到零件的所有运动、尺寸、工艺参数等加工信息后,用由文字、数字和符号组成的标准数控代码,按规则的方法和格局,编制零件加工的数控程序单。编制程序的作业可由人工进行;对于形状杂乱的零件,则要在专用的编程机或通用计算机上进行主动编程(APT)或CAD/CAM规划。

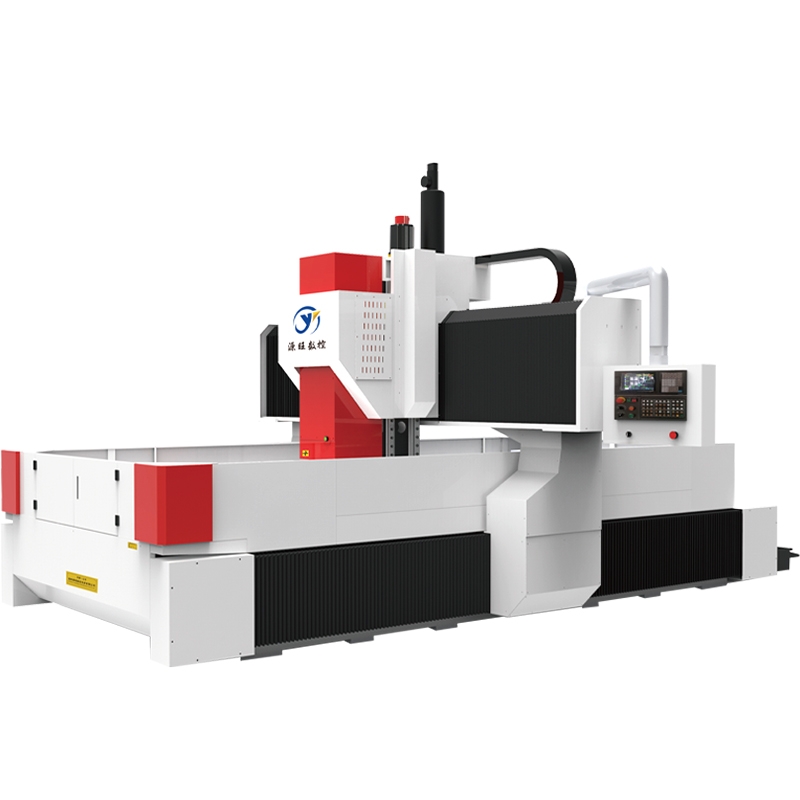
在一部数控钻床中,主要包括的组成部件有:床身工作台、移动式龙门、数控滑台、钻削动力头、平板链式自动排屑器和循环冷却装置以及自动润滑装置及防护装置等,而且各个部件均发挥着不同的功能和作用。黑龙江比较好的轻型数控钻床厂家数控钻床的床身属于铸件结构,其整体构成则是采用左、中、右三段主床身以及过桥连接而成,经人工时效热处理去应力退火处理,消除内应力。动静刚性俱佳。黑龙江比较好的轻型数控钻床厂家数控钻床的龙门则是采用焊接钢结构,经热处理去应力退火处理。通常在其前侧安装有两条很高承载力的直线滚动导轨,并在上方安装有两套精密滚珠丝杆及伺服电机,使两个动力头滑板做Y轴方向移动。在每个动力头滑板上均安装一个钻削动力箱,主轴上可安装高速钻头。在龙门移动的过程中,主要是利用伺服电机通过皮带轮带动滚珠丝母在滚珠丝杆上的旋转来进行控制的。
立式铣床与卧式铣床相比较,主要区别是主轴垂直布置,除了主轴布置不同以外,工作台可以上下升降, 黑龙江比较好的轻型数控钻床厂家立式铣床用的铣刀相对灵活一些,适用范围较广。可使用立铣刀、机夹刀盘、钻头等。可铣键槽、铣平面、镗孔等。黑龙江比较好的轻型数控钻床厂家卧式铣床也可使用上面各种刀具,但不如立铣方便,主要是可使用挂架增强刀具(主要是三面刃铣刀、片状铣刀等)强度。可铣槽、铣平面、切断等。卧式铣床一般都带立铣头,虽然这个立铣头功能和刚性不如立式铣床强大,但足以应付立铣加工。这使得卧式铣床总体功能比立式铣床强大。立式铣床没有此特点,不能加工适合卧铣的工件,但生产率要比卧式铣床高。
大型数控钻床使用前的装置调试是非常重要的,在一定程度上决议了后期数控钻床的使用性能及加工精度。黑龙江比较好的轻型数控钻床厂家液压传动由于其传动平稳,便于实现频频平稳的换向以及能够获得较大的力和力矩,在较大范围内能够实现无级变速,在数控机床的主轴内刀具自动夹紧与松开、主轴变速、换刀机械手、工作台交流、工作台分度等机构中得到了广泛应用。1、在液压元件装置前,需对悉数元件进行清洗。黑龙江比较好的轻型数控钻床厂家2、在液压元件装置全过程中要特别注意洁净,避免异物进入液压体系,造成液压体系故障。3、油泵进出油口管路切勿接错,泵、缸、阀等元件的密封件要正确装置。4、液压体系管路衔接完毕后,要做好各管路的就位固定,管路中不允许有死弯。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


