
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段
比较好的重型数控钻床维护保养方法:1、定期检查数控龙门钻床的自动润滑系统,保证机器各部位的正常运作。2、定期对数控龙门钻床电刷和换向器进行检查。3、定期检查液压气压系统。4、定期检查电器元件,如插头、插座等。5、在数控龙门钻床长期不使用的时候,可以适当开机运行一下,电池应当充满电。6、定期对机床的机械精度进行检查。以上是为大家介绍的关于比较好的重型数控钻床价格的相关内容,希望看过之后对大家能够对数控龙门钻床有所了解。

济南比较好的重型数控钻床在操作要注意什么:1、在启动机器之前,我们需要先进行一定的检查工作,主要查看电压、油泵、油量等是否处于正常状态,确定刀具、油管等配件已经放置得当,没问题后再进行启动;2、启动之后不要急于操作,应该试行运转几分钟,目的是看看各类零部件是否能正常运转;3、操作时需要严格根据相关步骤操作试切对刀,完成机器调试后应该完善程序保障工作;4、如果机器已经进入自行循环状态,此时我们需要做的是紧闭拉门;另外手动进行主轴旋转操作时,应该令身体的衣物远离相关部件,避免发生意外;5、进行主轴等操作时需要在停机状态下进行,还需要跟同事进行配合操作;而在进行换刀时,我们需要注意机械臂、刀库等安装位置,身体务必要远离刀具,避免受伤;6、在操作时,要保证工件装夹时夹紧,这样就能保证不会有零件蹦出;7、完成操作后,我们别忘了对机器进行检查和擦拭,确保下次能正常使用。
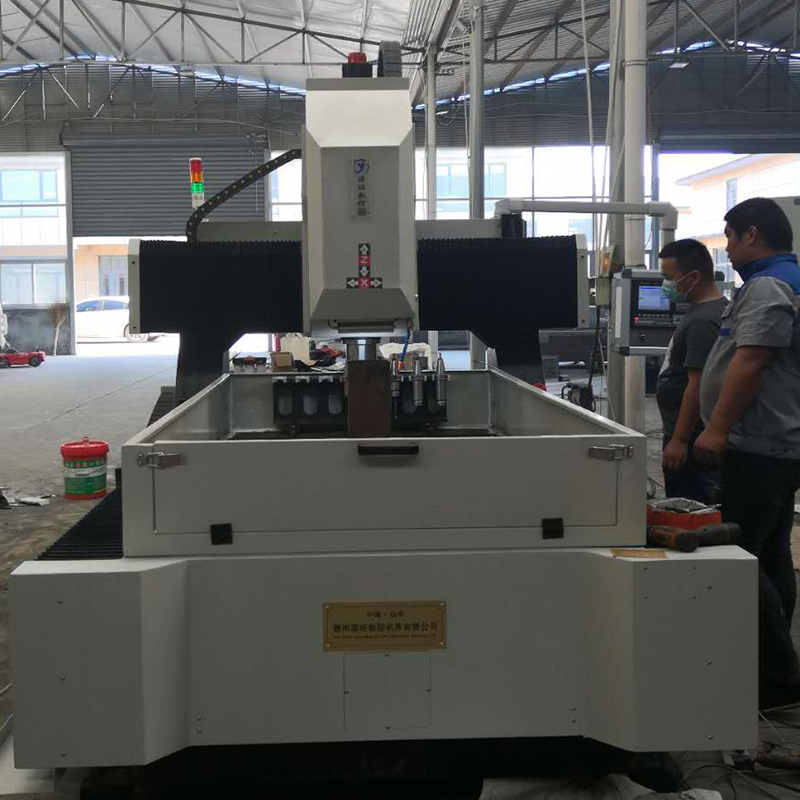
常见通用的济南比较好的重型数控钻床维护保养要点:1、比较好的重型数控钻床龙门钻床清洁:将机床内工件、治具、铁屑等清理干净,外部排屑机内铁屑清理干净;外部钣金擦拭干净,电控箱空调、油冷机过滤网清洗干净。2、防锈处理:将工作台清理擦拭干净,抹上防锈油;机床全程慢速运行一小时润滑线轨;切削液是否需要更换,优先处理做好防锈,机床开始需要工作时再添加切削液。3、做好车间的总断电、断气、断供液: 将数控机床Y轴运行到中间,Z轴回零,关去机床 总电开关和变压器进线开关、气源等。4、防水防潮:关好电器箱做好防护。5、龙门钻床防鼠处理:机床同样做好防鼠处理,以防老鼠咬断电线。
认真学习该工种范围内的安全技术操作规程和相关工艺文件。工作前,应检查机床各部分机构是否完好,妨碍转动的东西要清除,以防开车时因突然撞击而损坏机床,启动后,应使主轴低速空转2~3分钟,使润滑油散布到各需要之处,等车床运转正常后,方可工作。济南比较好的重型数控钻床价格 不准在卡盘、床身以及导轨上猛力敲击或校正工件,床面上不得放置工量具、工件或其它物品。操作机床时,不准戴围巾、手套,不准穿宽松式外衣,长头发要挽进帽子里,要戴防护眼镜、穿安全鞋,不准坐在凳子上操作机床,不准手缠抹布拭擦机床上处于动态的部位。不得随意离开开动的机床或委托他人操作。济南比较好的重型数控钻床价格不准在疲劳或服用酒精、麻醉药品情况下,再操作机床。工作完毕或因故离开岗位,必须将设备、工量具停下,按规定摆放好工量具。

1、设备的操作和维修保养人员事先须跟机接受专业培训充分掌握设备操作规程及运转规程,方可上岗。2、开始工作前穿戴工作帽、鞋,扎好袖口,操作设备不得戴手套,磨钻头时一定要戴防护眼睛。3、开车前检查电气设备是否灵活好用,各润滑部分润滑油是否充足,设备各部件是否正常济南比较好的重型数控钻床价格。4、钻孔前应检查钻头是否弯曲,两切削角刃度是否对称。5、工作时要将工件夹紧,防止工作物件转动,钻薄工件要垫上板,防止挤手,钻厚工件要及时倒出铁屑在钻,以免损坏钻头,钻小工件不许直接用手拿工件,应用钳子夹牢固或用压板压住钻。6、钻头、钻卡脱落时,须停车安装,开车时不准用手摸钻头及对样板,量尺寸、装卸活、紧螺丝等。7、钻大型或长的工件,须垫稳在钻,钻硬工件需要冷却液(清水、肥皂水等)要开慢车,并注意钻头情况。8、开车前要检查工作物是否夹牢固,钻床附近不得堆放其他物品。济南比较好的重型数控钻床价格9、钻孔钻出的铁屑不得用手直接处理或用嘴吹,应用工具清扫。10、如发生设备故障、钻头不快等,应立即停车处理。11、摇臂钻在开始工作前,要空钻数分钟,使其润滑均因,并查看邮箱给油是否正常。12、在摇臂钻床上钻孔,对好养冲眼后,不使固定卡紧不得开钻,钻臂上不得放工具工件。
钻削中心是在3坐标数控立式钻床的基础上增加转塔式刀库及自动换刀机构而成的,采用无级调速的主轴电动机,可实现自动变换主轴转速,可以进行钻、扩、铰、锪、攻丝等孔加工工序,而且可以完成具有直线和圆弧插补的轮廓控制铣削济南比较好的重型数控钻床价格。由于一般中小零件大多需要几把刀具来加工(10把刀具以内),故增加自动换刀装置并同时自动变换主轴转速,可减轻劳动强度。减少换刀时间,既提高了机床的自动化程度,又提高了劳动生产率。由于用轮廓控制数控系统代替了点位控制数控系统,可进行具有直线和圆弧插补功能的铣削加工,更适合于钻铣联合加工的零件。根据换刀原理及机床结构的不同,目前钻削中心分为单主轴式与多主轴式两种。多主轴式的换刀方式是在转塔中径向布置6或8根主轴,由转塔回转实现主轴转换及自动换刀。由于转塔中须布置多根主轴,并有主传动、分度、定位等机构,故转塔头结构复杂,加工较难,且由于尺寸限制,主轴刚性受到一定影响,各主轴间的位置重复精度也不理想。因为多主轴式钻削中心存在上述一些问题,所以很多生产厂家开发了单主轴式钻削中心。济南比较好的重型数控钻床价格它是在同一根主轴上自动换装带有各种刀具的刀柄实现自动换刀,并采用转塔式刀库,克服了多主轴式的缺点。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


