
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段
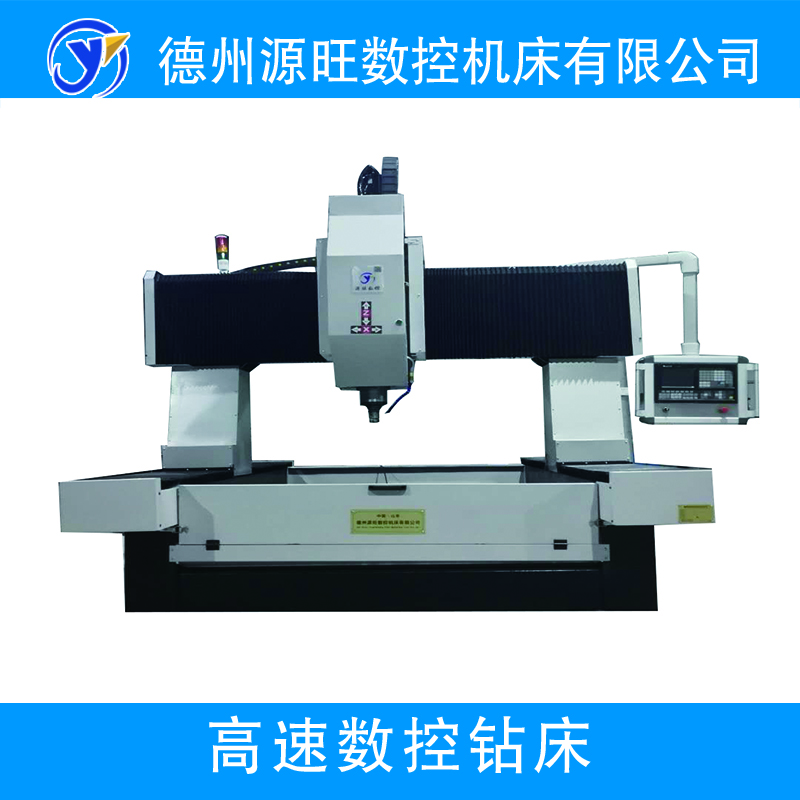
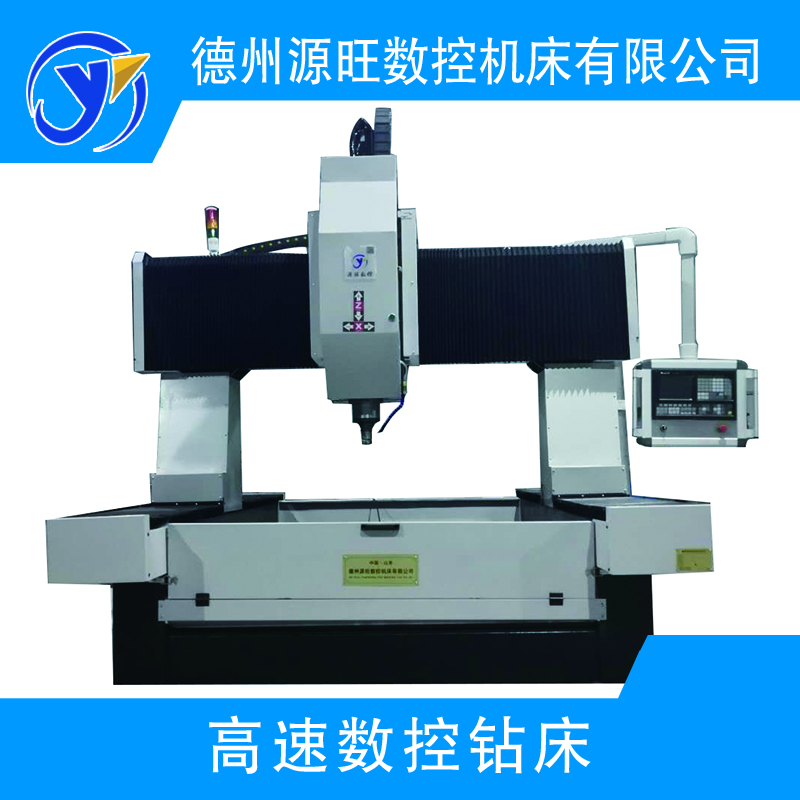
数控钻床是一种技术含量很高的机电仪一体化的机床,用户买到一台数控钻床后,是否正确而安全地开机。邯郸比较好的铝型材数控钻铣床厂家调试是很关键的一步。这一步的正确与否在很大程序上决议了这台数控钻床能否发挥正常的经济功率以及它本身的使用寿命,数控钻床开机调试应按下列的过程进行: 1.通电前的外观查看数控钻床电器查看翻开机床电控箱,查看继电器、接触器、熔断器、伺服电机速度、控制单元插座、主轴电机速度控制单元插座等有无松动。邯郸比较好的铝型材数控钻铣床厂家如有松动应恢复正常状态,有锁紧组织的接插件一定要锁紧,有转接盒的机床一定要查看转接盒上的插座,接线有无松动,有锁紧组织的一定要锁紧。有二次接线的设备,如电源变压器等,承认二次接线的相序的一致性。要保证遍地相序的正确。此刻应测量电源电压,做好记载。

数控钻床在进行使用的过程中主要是应用于圆形法兰盘、锅炉及热交换器管板上高速钻孔加工。机床可完成自动化、高精度、多种类、中小批量生产。邯郸比较好的铝型材数控钻铣床厂家1、床身、龙门等大型铸铁件,经过充分热时效处理,高温550℃退火且保温不小于4小时,可有用消除内应力,因此动、静态刚性俱佳,变形量很微小。2、钻削主轴选用7kW强过载专用主轴变频电机驱动,低速扭矩大,可接受重切削负载,钻削强劲有力,钻削稳定性好。3、装备相应伺服电机及伺服驱动器,兼容性好,功能强大且简单操作。邯郸比较好的铝型材数控钻铣床厂家4、要害传动部件如直线滚柱导轨、滚珠丝杠副等装置精度高。比方直线导轨有装置基准面,紧固后用0.04mmm塞尺检查,不得插入;直线导轨之间的平行度允差0.05/1000,滚珠丝杠与直线导轨的平行度允差0.03/1000等。5、可加装液压夹具,自动夹紧圆形法兰,提高加工功率。

钻削中心是在3坐标数控立式钻床的基础上增加转塔式刀库及自动换刀机构而成的,采用无级调速的主轴电动机,可实现自动变换主轴转速,可以进行钻、扩、铰、锪、攻丝等孔加工工序,而且可以完成具有直线和圆弧插补的轮廓控制铣削邯郸比较好的铝型材数控钻铣床厂家。由于一般中小零件大多需要几把刀具来加工(10把刀具以内),故增加自动换刀装置并同时自动变换主轴转速,可减轻劳动强度。减少换刀时间,既提高了机床的自动化程度,又提高了劳动生产率。由于用轮廓控制数控系统代替了点位控制数控系统,可进行具有直线和圆弧插补功能的铣削加工,更适合于钻铣联合加工的零件。根据换刀原理及机床结构的不同,目前钻削中心分为单主轴式与多主轴式两种。多主轴式的换刀方式是在转塔中径向布置6或8根主轴,由转塔回转实现主轴转换及自动换刀。由于转塔中须布置多根主轴,并有主传动、分度、定位等机构,故转塔头结构复杂,加工较难,且由于尺寸限制,主轴刚性受到一定影响,各主轴间的位置重复精度也不理想。因为多主轴式钻削中心存在上述一些问题,所以很多生产厂家开发了单主轴式钻削中心。邯郸比较好的铝型材数控钻铣床厂家它是在同一根主轴上自动换装带有各种刀具的刀柄实现自动换刀,并采用转塔式刀库,克服了多主轴式的缺点。
认真学习该工种范围内的安全技术操作规程和相关工艺文件。工作前,应检查机床各部分机构是否完好,妨碍转动的东西要清除,以防开车时因突然撞击而损坏机床,启动后,应使主轴低速空转2~3分钟,使润滑油散布到各需要之处,等车床运转正常后,方可工作。邯郸比较好的铝型材数控钻铣床厂家 不准在卡盘、床身以及导轨上猛力敲击或校正工件,床面上不得放置工量具、工件或其它物品。操作机床时,不准戴围巾、手套,不准穿宽松式外衣,长头发要挽进帽子里,要戴防护眼镜、穿安全鞋,不准坐在凳子上操作机床,不准手缠抹布拭擦机床上处于动态的部位。不得随意离开开动的机床或委托他人操作。邯郸比较好的铝型材数控钻铣床厂家不准在疲劳或服用酒精、麻醉药品情况下,再操作机床。工作完毕或因故离开岗位,必须将设备、工量具停下,按规定摆放好工量具。
卧式铣床使用久了,日常的养护必不可少,尤其是制造企业的大重型机床等关键主要设备,长期处于超负荷运行状态,容易发生磨损、点蚀和疲劳破坏等现象。易损件的修复也成为提高机床性能的一个关键环节。邯郸比较好的铝型材数控钻铣床厂家卧式铣床的主要易损建有主轴、主轴套筒和套筒体孔。这些部件通常可以在不严重磨损或失效的情况下进行一定的修复后继续使用。1、主轴的修复:立铣的主轴结构与卧式铣床铣头的主轴结构基本一致,其修复方法可参考。2、套筒体孔的修复:卧式铣床套筒体孔磨损会增加孔的圆度、柱度误差,使表面粗糙度变差。正常使用时,不会产生严重磨损,一般只需通过磨削修复即可恢复精度。但是,在修复前需要单独制作磨削棒进行磨削时使用。3、套筒的修复:当邯郸比较好的铝型材数控钻铣床厂家卧式铣床套筒磨损量不大,体孔修复量也不大时,可在套筒修复后继续使用。修复的目的是补偿其外径磨损量,使套筒与体孔的配合间隙达到要求。X6036卧式铣床套筒修复一般采用镀铁修复工艺,或更换新套筒。

数控平面钻床操作流程1、将工件搬至工作台上,可以随意定基准点,只要保证在图形中各实物中上相符就行。对于有些工件,还要进行对线。2、加工法兰时将顶尖装在Y轴上,邯郸比较好的铝型材数控钻铣床厂家数控选择开关拨到手轮位置,将手轮选择开关拨到X/Y轴,找到三个基准点位置,在808D系统界面上可以求出法兰圆心的机床坐标,将Z轴慢慢接近于工件上表面,然后另存为*.DXF文件。3、打开上位机软件,在主菜单中点击“CAD编程”,根据提示找到相应的要加工工件图形的DXF文件,点击“确定”,然后点击“显示图形”。4、检查一切正常后,按数控面板上绿色起动键,邯郸比较好的铝型材数控钻铣床厂家机床先进行X轴定位,然后Y、V定位,定位完毕,主轴钻削开始,钻完孔后,再进行下一组孔的定位。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


