
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段

将编制好的加工程序经过操作面板上的键盘或输入机将数字信息输送给数控设备。数控设备将所接收的信号进行一系列处理后,再将处理结果以脉冲信号方式进行分配:一是向进给伺服系统宣布进给等履行命令,成都比较好的定梁式数控钻铣床厂家二是向可编程序操控器宣布S,M,T等指令信号。可编程序操控器接到S,M,T等指令信号后,即操控机床主体当即履行这些指令,并将机床主体履行的情况实时反应给数控设备。成都比较好的定梁式数控钻铣床厂家伺服系统接到进给履行命令后,当即驱动机床主体的各坐标轴(进给机构)严格按照指令要求精确进行位移,主动完成工件的加工。在各坐标轴位移过程中,检测反应设备将位移的实测值敏捷反应给数控设备,以便与指令值进行比较,然后以快的速度向伺服系统宣布补偿履行指令,直到实测值与指令值吻合停止。

认真学习该工种范围内的安全技术操作规程和相关工艺文件。工作前,应检查机床各部分机构是否完好,妨碍转动的东西要清除,以防开车时因突然撞击而损坏机床,启动后,应使主轴低速空转2~3分钟,使润滑油散布到各需要之处,等车床运转正常后,方可工作。成都比较好的定梁式数控钻铣床厂家 不准在卡盘、床身以及导轨上猛力敲击或校正工件,床面上不得放置工量具、工件或其它物品。操作机床时,不准戴围巾、手套,不准穿宽松式外衣,长头发要挽进帽子里,要戴防护眼镜、穿安全鞋,不准坐在凳子上操作机床,不准手缠抹布拭擦机床上处于动态的部位。不得随意离开开动的机床或委托他人操作。成都比较好的定梁式数控钻铣床厂家不准在疲劳或服用酒精、麻醉药品情况下,再操作机床。工作完毕或因故离开岗位,必须将设备、工量具停下,按规定摆放好工量具。

工作前认真检查电网电压、油泵、润滑、油量是否正常,检查压力、冷却、油管、刀具、工装夹具是否完好,并作好机床的定期保养工作。机床通电启动后,先进行机械回零操作,然后试运转5分钟,确认机械、刀具、夹具、工件、数控参数等正确无误后,方能开始正常工作。成都比较好的定梁式数控钻铣床厂家认真查验程序编制、参数设置、动作排序、刀具干涉、工件装夹、开关保护等环节是否完全无误,以免循环加工时造成事故、损坏刀具及相关部件。严格按操作流程进行试切对刀,调试完成后要做好程序保护工作。自动循环加工时,应关好防护拉门,在主轴旋转同时需要进行手动操作时,一定要使自己的身体和衣物远离旋转及运动部件,以免将衣物卷入造成事故。主轴或刀塔刀库装刀操作一定要在机械运动停止状态下进行,并注意和协作人员间的配合,以免出现事故。在手动换刀或自动换刀时,要注意刀塔、刀库、机械手臂转动及刀具等的安装位置,身体和头部要远离刀具回转部位,以免碰伤。对加工中心机床,还应注意检查刀库刀套号与刀具号间的对应关系,以防止刀库刀号混乱造成换刀干涉或加工撞刀事故。工件装夹时要夹牢,以免工件飞出造成事故,完成装夹后,要注意将卡盘扳手及其它调整工具取出拿开,以免主轴旋转后甩出造成事故。成都比较好的定梁式数控钻铣床厂家机床操作者应能够处理一般性报警故障,若出现严重故障、应迅速断电、并保护现场,及时上报,并做好记录工作完毕后,应将机床导轨、工作台擦干净,并认真填写工作日志。

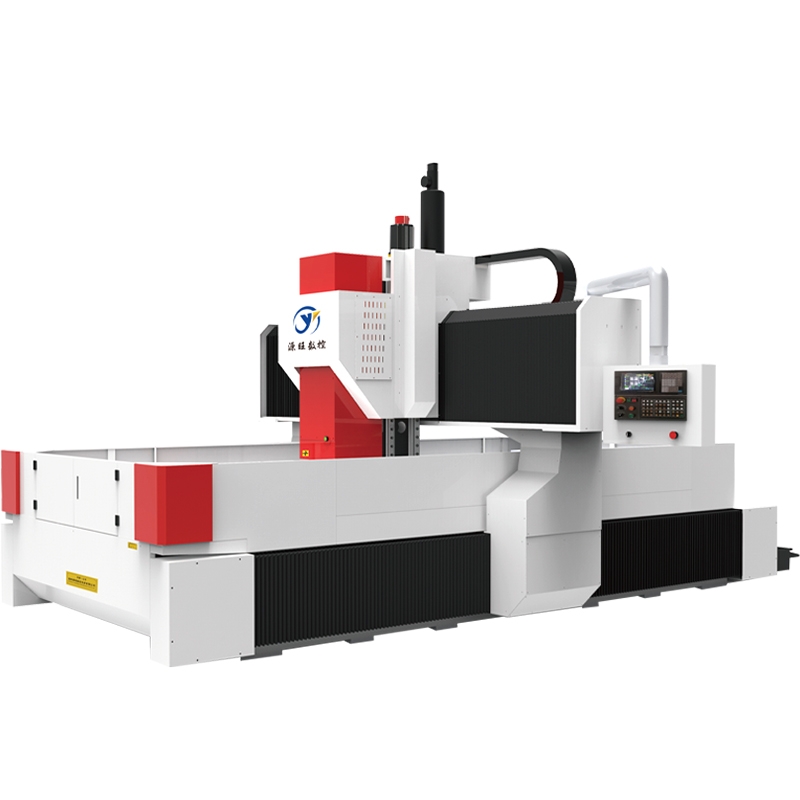
数控管板钻优势:成都比较好的定梁式数控钻铣床厂家机床龙门和床身部分具有好的动态和静态刚性,保证机床的强度和精度稳定。2.动力头部分通过有限元分析在薄弱的环节进行强化处理令结构更加合理。3.成都比较好的定梁式数控钻铣床厂家钻孔坐标可实现CAD/CAM直接转换,方便了编程、存储、显示和通讯,操作界面具有人机对话、误差补偿、自动报警等功能。工件孔位可采用键盘或CAD图形输入后自动生成加工程序。具备钻孔前孔位预演和复检功能,操作方便。
为了使数控钻床长时间连续可靠地运行,除了要确保钻床的质量要素外,还与正确的保护,及时的毛病扫除和及时的保护密切相关。运用中从进步数控钻床功能的角度来看,保护应具有两个含义:一方面是日常保护, 首要为了钻床的MTBF扩展,另一方面是毛病保护。成都比较好的定梁式数控钻铣床厂家这样做的目的是减少平均修理时间(MTTR),这两种功能均是设备较佳功能的基本确保。 数控钻床主轴部件毛病常见的毛病包括设备毛病,钻杆主动拧紧,主动传动设备毛病以及保护不稳定的主轴跋涉精度。2. 数控钻床进给传动链呈现毛病一般,运动质量下降会显示出毛病,例如定位精度降低,间隙增强,进给运动期间工作台爬行,轴承噪音过大等。一般通过运动副预紧力调整,松动链节调整和链节补偿调整来消除此类毛病。成都比较好的定梁式数控钻铣床厂家3. 数控钻床主动换刀装置(ATC)产生毛病该设备的过错大约为50,呈现在:刀库位移毛病,定位过错太大,机器被夹紧,刀架不稳定以及过错。机器人的运动太大,导致换刀被卡住,整个机器停止工作。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


