
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段
数控钻床归于金属切削数控机床,首要用于钻孔,铰孔,铰孔,攻丝等加工。它广泛用于轿车、机车、造船、航空航天、建筑机械、锅炉和化学制品等职业。那么数控钻床在操作前后需求做好哪些预备措施? 为了赶快发现机器毛病并避免事端发生。吉林正规轻型数控钻床生产厂家请务必在启动前进行检查。在翻开电源之前:假如电缆或电线护套损坏或破裂,将导致漏电和电击风险。因而,在翻开电源之前,请确保找出是否有泄漏。假如有任何泄漏或电源毛病,请当即找专业人员进行处理。注意在启动机器之前,请检查机器周围是否有其他人或障碍物,以及地面上是否有油或水。吉林正规轻型数控钻床生产厂家油渍和积水可能会导致滑倒。在工作之前,请先擦洗洁净。机器长期停机并重新启动后,请仔细检查其运动,声响和光滑状态是否有反常。

大型数控钻床使用前的装置调试是非常重要的,在一定程度上决议了后期数控钻床的使用性能及加工精度。吉林正规轻型数控钻床生产厂家液压传动由于其传动平稳,便于实现频频平稳的换向以及能够获得较大的力和力矩,在较大范围内能够实现无级变速,在数控机床的主轴内刀具自动夹紧与松开、主轴变速、换刀机械手、工作台交流、工作台分度等机构中得到了广泛应用。1、在液压元件装置前,需对悉数元件进行清洗。吉林正规轻型数控钻床生产厂家2、在液压元件装置全过程中要特别注意洁净,避免异物进入液压体系,造成液压体系故障。3、油泵进出油口管路切勿接错,泵、缸、阀等元件的密封件要正确装置。4、液压体系管路衔接完毕后,要做好各管路的就位固定,管路中不允许有死弯。

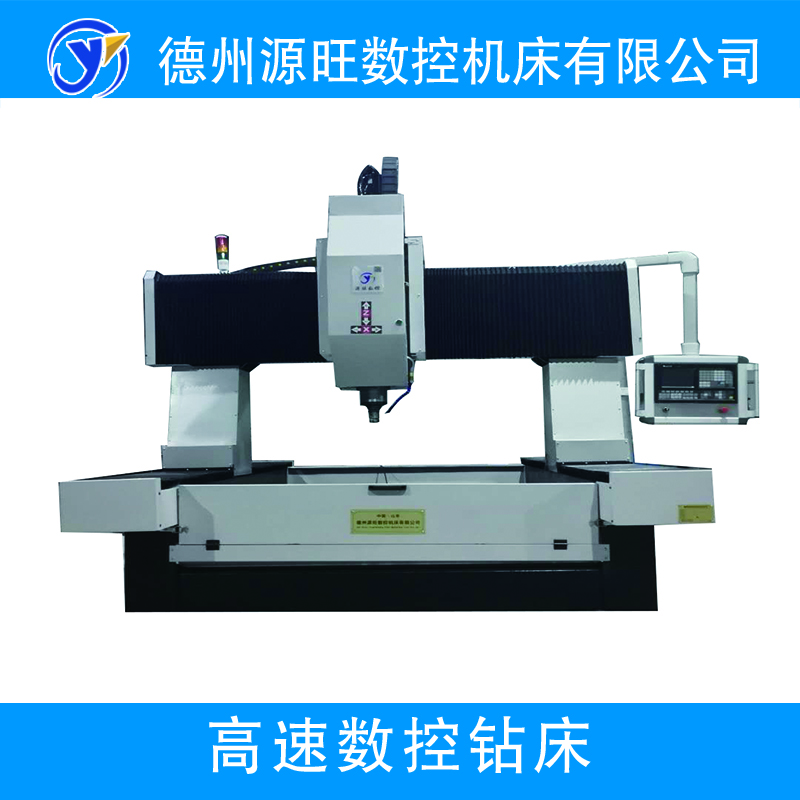
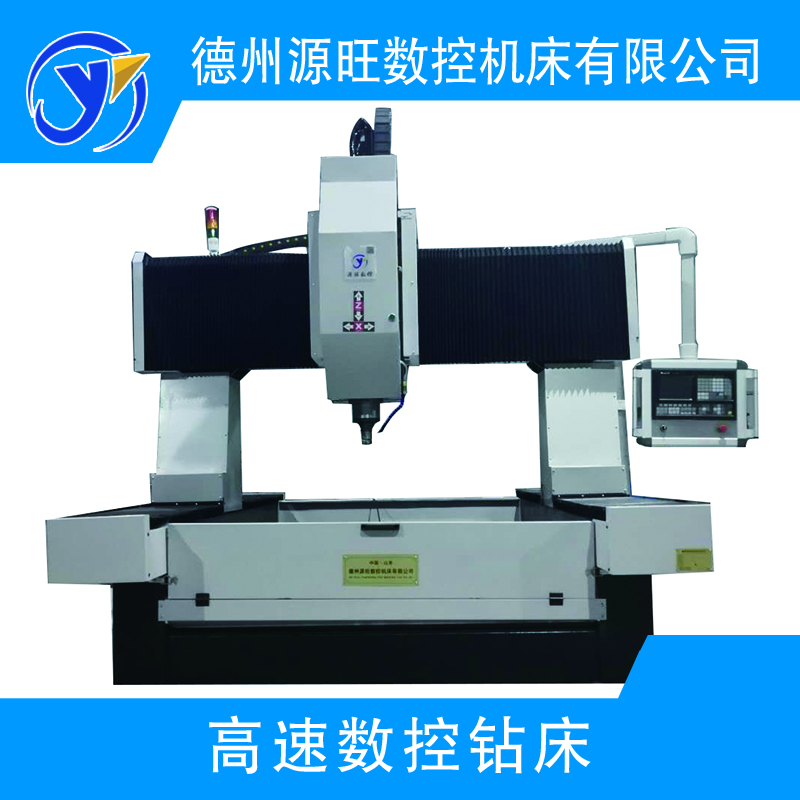
数控钻床在进行使用的过程中主要是应用于圆形法兰盘、锅炉及热交换器管板上高速钻孔加工。机床可完成自动化、高精度、多种类、中小批量生产。吉林正规轻型数控钻床生产厂家1、床身、龙门等大型铸铁件,经过充分热时效处理,高温550℃退火且保温不小于4小时,可有用消除内应力,因此动、静态刚性俱佳,变形量很微小。2、钻削主轴选用7kW强过载专用主轴变频电机驱动,低速扭矩大,可接受重切削负载,钻削强劲有力,钻削稳定性好。3、装备相应伺服电机及伺服驱动器,兼容性好,功能强大且简单操作。吉林正规轻型数控钻床生产厂家4、要害传动部件如直线滚柱导轨、滚珠丝杠副等装置精度高。比方直线导轨有装置基准面,紧固后用0.04mmm塞尺检查,不得插入;直线导轨之间的平行度允差0.05/1000,滚珠丝杠与直线导轨的平行度允差0.03/1000等。5、可加装液压夹具,自动夹紧圆形法兰,提高加工功率。
数控钻床的标准操作流程1.钻床作业前全新查看各部操作机构是否正常,将摇臂导轨用细棉纱擦拭洁净并按润滑油商标注油。2.钻床摇臂和主轴箱各部锁紧后,方能进行操作。吉林正规轻型数控钻床生产厂家3.钻床摇臂回转范围内不得有障碍物。4.开钻前,钻床的作业台、工件、夹具、刃具,必要找正,紧固。5.正确选用钻床主轴转速、进刀量,不得超载运用。6.超出作业台进行钻孔,工件必要平稳。7.钻床在运转及自动进刀时,不许变紧固换速度,若变速只能待主轴彻底中止,才能进行。吉林正规轻型数控钻床生产厂家8.装卸刃具及测量工件,必要在停机中进行,不许直接用手拿工件钻削、不得戴手套操作。9.钻床作业中发现有不正常的响声操作,如何正确操作钻床必要立即停车查看排除故障。

钻削中心是在3坐标数控立式钻床的基础上增加转塔式刀库及自动换刀机构而成的,采用无级调速的主轴电动机,可实现自动变换主轴转速,可以进行钻、扩、铰、锪、攻丝等孔加工工序,而且可以完成具有直线和圆弧插补的轮廓控制铣削吉林正规轻型数控钻床生产厂家。由于一般中小零件大多需要几把刀具来加工(10把刀具以内),故增加自动换刀装置并同时自动变换主轴转速,可减轻劳动强度。减少换刀时间,既提高了机床的自动化程度,又提高了劳动生产率。由于用轮廓控制数控系统代替了点位控制数控系统,可进行具有直线和圆弧插补功能的铣削加工,更适合于钻铣联合加工的零件。根据换刀原理及机床结构的不同,目前钻削中心分为单主轴式与多主轴式两种。多主轴式的换刀方式是在转塔中径向布置6或8根主轴,由转塔回转实现主轴转换及自动换刀。由于转塔中须布置多根主轴,并有主传动、分度、定位等机构,故转塔头结构复杂,加工较难,且由于尺寸限制,主轴刚性受到一定影响,各主轴间的位置重复精度也不理想。因为多主轴式钻削中心存在上述一些问题,所以很多生产厂家开发了单主轴式钻削中心。吉林正规轻型数控钻床生产厂家它是在同一根主轴上自动换装带有各种刀具的刀柄实现自动换刀,并采用转塔式刀库,克服了多主轴式的缺点。

1.钻头应装在特制的包装盒里,避免振动相互碰撞2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。吉林正规轻型数控钻床生产厂家3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。吉林正规轻型数控钻床生产厂家6.要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。10、.基板叠层包括上、下垫板要在钻床的工作台上的一孔一槽式定位系统中定位牢、放平。使用胶粘带需防止钻头钻在胶带上使钻头粘附切屑,造成排屑困难和断钻。11.订购厂商的钻头,入厂检验时要抽检其4%是否符合规定。并100%的用10~15倍的显微镜检查其缺口、擦伤和裂纹。12.钻头适时重磨,可增加钻头的使用和重磨次数,延长钻头寿命,降低生产成本和费用。通常用工具显微镜测量,在两条主切削刃全长内,磨损深度应小于0.2mm。重磨时要磨去0.25mm。普通的定柄钻头可重磨3次,铲形头(undercut)的钻头可重磨2次。翻磨过多其钻孔质量及精度都会下降,会造成线路板成品的报废。过度的翻磨效果适得其反。13.当由于磨损且其磨损直径与原来相比较减小2%时,则钻头报废。吉林正规轻型数控钻床生产厂家14.钻头参数的设置在一般情况下,厂商都提供一份该厂生产钻头的钻孔的转速和下速的参数表,该参数仅仅是参考,实际还要工艺人员经过实际使用得出一个符合实际情况的钻头的转速和下速参数,通常实际参数与参考的参数有区别但是相差不会太多。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


